Predictive Q+


Share
A Predictive Quality Inspection Framework for the Manufacturing Process in the Context of Industry 4.0
The Predictive Q+ project utilises big data to extract actionable insights from diverse data sources, enhancing process management in manufacturing.
The primary objective is to develop an artificial intelligence (AI)-powered platform that monitors, detects and predicts quality issues in real-time, optimising production processes. This platform integrates various data types, enabling advanced analytics and informed decision-making.
Key activities include data collection, AI model development and real-time monitoring for predictive maintenance. The project targets industries such as automotive and steel manufacturing, with the solutions already deployed in Volkswagen and Stellantis plants across Europe and Africa. The platform’s adaptability and effectiveness in these real-world environments underscore its potential to significantly improve efficiency, reduce downtime and to enhance product quality for manufacturing enterprises.
Challenges
The main challenge is to reduce production time by predicting product quality directly at the end of the production line. Traditional quality control methods are time-consuming and often result in delays, affecting overall efficiency.
By implementing real-time AI-driven predictive models, manufacturers can swiftly identify potential issues, allowing for quicker adjustments and fewer delays. This approach not only enhances production efficiency but also reduces the need for extensive post-production quality checks. In essence, the focus is on streamlining the production process while maintaining high standards of quality.
Solutions
The primary solution proposed by the Predictive Q+ project is to reduce production time across various industries by predicting the quality of products as they exit the production line. This approach was developed in response to the demands of companies looking to minimise production time while maintaining high-quality standards.
The solution features AI-driven predictive models, real-time data integration and adaptive learning algorithms that adjust to new data inputs. These technologies are expected to reduce the time required for quality checks by up to 10%, enhancing efficiency and overall production throughput in manufacturing environments.
Expected results
The project aims to achieve a significant reduction in production time, targeting a 10% decrease by optimising the quality assessment of products on the production line through real-time predictive analytics.
Success will be measured according to the levels of accuracy in identifying which products require further testing, with a goal of achieving at least 85% accuracy.
The expected outcomes of the project include a substantial improvement in operational efficiency, cost reduction and enhanced customer satisfaction, setting a new benchmark in quality management for manufacturing processes across various industries.
About the solution: Predictive Q+
The key features of the product include:
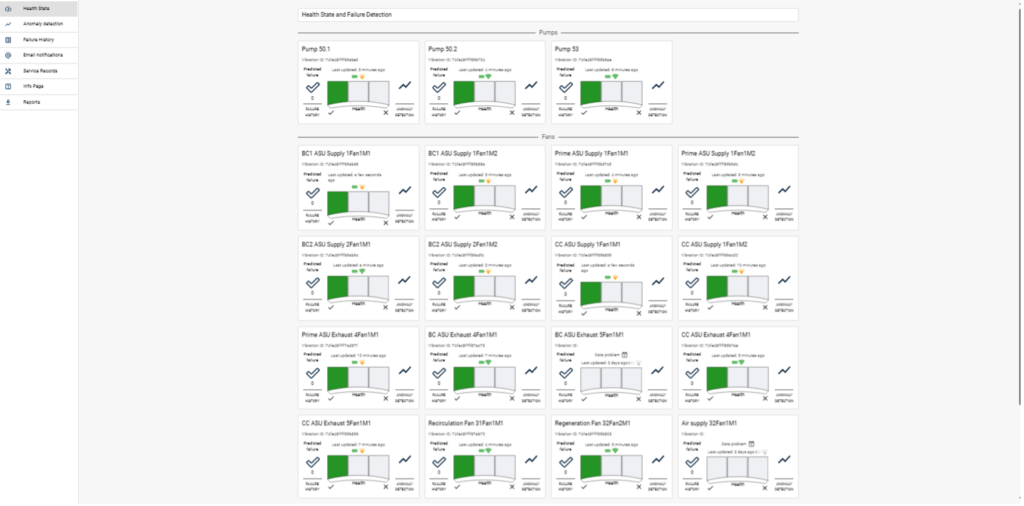
- Real-time monitoring and anomaly detection: Continuous tracking of process parameters to identify deviations, ensuring immediate response to prevent inefficiencies and failures.
- Predictive maintenance and fault prediction: artificial intelligence (AI) algorithms analyse historical and real-time data to predict equipment malfunctions, optimising maintenance schedules and reducing downtime.
- Customisable and scalable platform: Modular design adaptable to diverse industries, allowing seamless integration with existing infrastructure and tailored functionality for specific needs.
- Advanced analytics and visualisation: Comprehensive reporting tools for experts and intuitive dashboards for operational staff, delivering actionable insights for improved decision-making.
- Sustainability-focused efficiency gains: Optimises energy use, reduces waste, and enhances resource efficiency, contributing to environmental goals and cost savings.


Target market
The target markets for this product include industrial equipment manufacturing. It is suitable for such industries in which there is reliance on motorised machinery, such as heavy manufacturing, robotics and assembly lines. For similar reasons, it is also suitable for automotive manufacturing, where it can support optimisation of motor performance in assembly plants, including paint shops, conveyor belts, and other motor-driven equipment.
It also has potential applications in the energy and utilities sector, where it can contribute to the monitoring of motors in power plants, water treatment facilities, and renewable energy systems to ensure continuous operation.
There are a number of specific use cases that illustrate the value of the system.
Motor health monitoringTime-series data from sensors attuned to vibration, temperature, and current is analysed to detect anomalies in motor performance, reducing the risk of failures and unplanned downtime.
- Predictive maintenance for rotating equipmentReal-time tracking of time-series data identifies wear patterns, enabling proactive scheduling of maintenance tasks for motors, fans, compressors, and pumps.
- Energy efficiency optimisationAnalysing motor usage patterns in real time ensures motors operate at peak efficiency, reducing energy consumption and aligning with sustainability goals.
- Fault prediction in complex motor systems
Advanced algorithms detect subtle changes in time-series data that indicate potential faults, such as misalignments, bearing failures, or electrical issues.
- Integration with legacy systems
Compatibility with existing motor control systems and internet of things (IoT) devices ensures a smooth transition to predictive analytics, enhancing operational efficiency without extensive infrastructure changes.
This targeted approach highlights the solution’s ability to substantially improve motor monitoring and predictive analytics through time-series data, providing significant value to manufacturers and operators.
Societal impact
The positive impact on the workforce includes potential to increase worker skills through training programmes in relation to AI integration and safer working environments due to real-time safety monitoring and alerts.
- The environmental benefits of the product include reductions in greenhouse gas emissions through optimised energy use and reduced waste from defective products and inefficient processes. The solution contributes to broader economic goals increasing the competitiveness of European manufacturing and creating new markets for predictive analytics tools. It also contributes to the EU’s circular economy goals to improve responsible consumption and production.